Гибка и соединение труб
Гибка труб
Технология гибки для мягких и твердых труб различна и зависит от диаметра.
Ручная гибка с помощью ручных или пружинных трубогибов применяется для мягких труб диаметром до 19 мм (рис. 1).


Рис. 1. Трубогибы ручные: 1, 2, 3 — рычажные, 4 — пружинный; 5 — гидравлический
Радиус гибки ручным способом составляет 6–8 наружных диаметров труб. При изгибе меньшим диаметром могут возникнуть гофры, переломы и деформация труб.
При необходимости получить радиус гибки меньших размеров и для труб диаметром более 19 мм необходимо использовать трубогибы.
Трубогибы могут быть с ручным, пневматическим, гидравлическим и электрическим приводом. Минимальный радиус холодной гибки труб приведен в таблице 1.
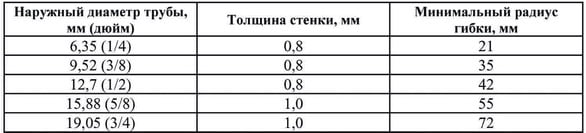
Таблица 1. Минимальный диаметр гибки труб
Трубы больших диаметров изгибают горячим способом в трубном станке, нагревая трубу до 650 °С.
В некоторых электрических трубогибах возможно задать угол изгиба (рис. 2).

Рис. 2. Трубогиб электрический
Соединение труб
Соединение труб между собой или с элементами холодильного контура производится с помощью резьбовых (вальцовочных), фланцевых соединений или пайкой.
Резьбовые соединения могут быть выполнены с шагом SAE (американский стандарт),
который соответствует трубной цилиндрической резьбе, или бриггсовским шагом
(резьба Бриггса), который соответствует трубной конической резьбе с конусностью 1:16.
Резьбовое соединение SAE означает, что труба имеет конусное или цилиндрическое расширение (рис. 3).
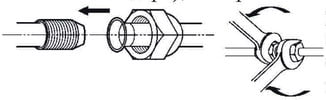
Рис. 3. Резьбовое (вальцовочное) соединение труб
Конусное расширение, которое делается под углом 90°, заходит в наконечник штуцера и прижимается гайкой.
Усилия, которые необходимо прикладывать при закручивании гайки на штуцер, приведены в таблице 2.
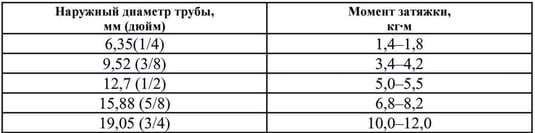
Таблица 2. Усилия закручивания гаек
Для создания конусного расширения используются вальцовки с конусным или фигурным пуансоном (рис. 4).


Рис. 4. Вальцовки: а — с конусным пуансоном; б — с фигурным пуансоном
При приобретении вальцовок необходимо обращать внимание на качество поверхности конусного пуансона.
Его поверхность должна быть хорошо обработанной, без царапин, раковин, вмятин.
Зажимные пластины (матрица) должны хорошо подходить друг к другу, не нарушать поверхности труб при зажиме.
В противном случае вальцовки следует дорабатывать, а конусный пуансон шлифовать.
При вальцовке труб пуансон необходимо смазывать компрессорным маслом.
Зажимать трубку в пуансоне необходимо так, чтобы труба выступала над плоскостью губок на 1/3 высоты конуса губок.
 Конусный раструб должен быть симметричным с ровным торцом, без царапин и задиров.
На это нужно обращать особое внимание, так
как наличие дефектов в вальцовочном соединении приводит к утечке хладагента с последующим выходом из строя компрессора. Конусный раструб должен быть симметричным с ровным торцом, без царапин и задиров.
На это нужно обращать особое внимание, так
как наличие дефектов в вальцовочном соединении приводит к утечке хладагента с последующим выходом из строя компрессора.
При пайке труб для механической прочности соединения трубы соединяются с помощью прямых цилиндрических раструбов,
которые выполняются сегментным расширителем (рис. 5).

Рис. 5. Цилиндрический сегментный расширитель
Сегментную головку в сложенном состоянии вводят в трубу и затем разводят
конус, сжимая ножничный рычаг. Раструб должен выполняться одним плавным
движением ножничного рычага, продолжающимся несколько секунд. Привод сегментной
головки может быть с ручным (для труб диметром меньше 1"), гидравлическим или пневматическим.
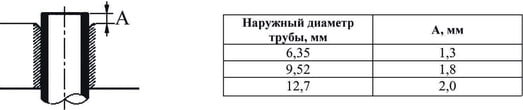
Минимальная глубина цилиндрического раструба, формируемая на медной трубе, зависит от диаметра трубы.

Таблица 3. Минимальная глубина раструба


Рис. 6. Расширители труб (гидравлический и электрический)
Внутренний диаметр цилиндрического раструба должен быть таким, чтобы между соединяемыми трубами был капиллярный зазор (0,025–0,15мм).
Капиллярный зазор обеспечивает всасывание жидкого припоя в пространство между трубами. Если зазор будет больше, капиллярный эффект не возникает.
Подобное соединение можно паять в произвольном положении трубопровода, так как причиной всасывания в зазор является капиллярный эффект (рис. 7).
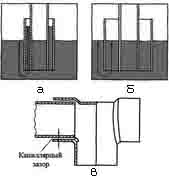
Рис. 7. Раструбное капиллярное соединение: а– капиллярный эффект;
б — капиллярный эффект отсутствует (большой зазор); в — раструбное капиллярное соединение
Соединять трубы можно также с помощью фитингов (рис. 8).

Рис. 8. Фитинги для соединения труб
Фитинги очень разнообразны, их перечень включает трубки, повороты, тройники, кресты и т. п.
|

