Пайка медных труб


Рис. 1. Припой для пайки медных труб: а — твердый, б — мягкий
Пайка труб может осуществляться мягким и твердым припоем. Соединение металлов при пайке мягким припоем происходит при температуре 425 °С, твердым — 460–560 °С.
Тип припоя определяется соотношением меди и других металлов в его составе.
При наличии в составе припоя серебра его называют серебряным.
Чем больше содержание серебра, тем ниже температура плавления припоя, лучше смачиваемость припоя и его обтекание места пайки.
Хорошее качество пайки получается при применении медно-фосфорных припоев, но температура плавления их выше, а смачиваемость хуже серебряных.
При пайке медь–медь медно–фосфорным припоем флюс не применяется. Для пайки медь–латунь, медь–бронза применяется флюс (например,
F-SHI).
Капиллярный зазор при использовании серебряных припоев должен быть 0,05–0,15 мм, при медно-фосфорных — 0,025–0,15 мм.
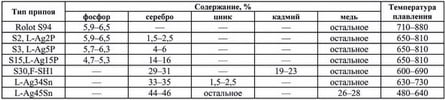
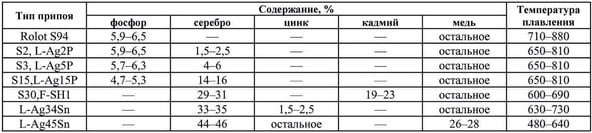
Таблица 1. Характеристика припоев фирмы Rothenberger (Германия)
Медно-фосфорные и серебрянные припои
Медно-фосфорные припои
Трехкомпонентные медно-фосфорные припои с содержанием серебра до 15 % предназначены для высокотемпературной пайки в холодильной промышленности.
Особенности. Медно-фосфорные припои имеют сравнительно небольшую температуру плавления, обладают хорошей текучестью при пайке меди и некоторых ее сплавов.
Из-за присутствия в составе припоя фосфора не требуется применения флюса.
Паяные швы отличаются значительной прочностью и удовлетворительной коррозионной стойкостью.
Припои этого класса широко используются при монтаже холодильного оборудования для соединений,
испытывающих незначительные вибрационные и ударные нагрузки, причем с увеличением содержания серебра пластичность увеличивается.
При пайке элементов арматуры с нетермостойкими элементами (ТРВ, вентили, смотровые стекла)
требуется охлаждение последних для предотвращения недопустимого перегрева.
В процессе пайки для защиты от образования окалины рекомендуется продувка сухим азотом.
Медно-фосфорные припои не применяются для пайки сталей из-за образования хрупкой пленки фосфитов по границе шва, что может привести к нарушению герметичности соединения.

Таблица 2. Основные характеристики медно-фосфорных припоев
Припой 102. Трехкомпонентный медно-фосфорный припой с содержанием серебра 2 %.
Экономичен, имеет среднее растекание.
Рекомендуется использовать при монтаже холодильных систем для пайки меди и ее сплавов в соединениях, не испытывающих больших вибрационных и ударных нагрузок.
Припой 105. Трехкомпонентный медно-фосфорный припой с содержанием серебра 5 %.
Пластичен, обладает медленным растеканием, поэтому способен заполнять большие зазоры.
Паяный шов выдерживает небольшие вибрационные и ударные нагрузки.
Рекомендуется для пайки меди и ее сплавов в изделиях холодильной техники.
Припой 115. Трехкомпонентный медно-фосфорный припой с содержанием серебра 15 %.
Наиболее пластичен из-за высокого содержания серебра и пониженного содержания фосфора.
Рекомендуется для пайки соединений меди и ее сплавов. Паяный шов выдерживает умеренные вибрационные и ударные нагрузки при термических циклах.
Наиболее распространен при пайке холодильных установок.
Серебряные припои
Четырехкомпонентные припои с содержанием серебра до 55 % предназначены для высокотемпературной пайки в холодильной и пищевой промышленности.
Особенности. Серебряные припои имеют низкую температуру плавления и хорошо смачивают соединяемые поверхности.
Они прекрасно заполняют зазоры соединений и дают прочные вакуумно-плотные швы, обладающие высокой прочностью и пластичностью,
способные выдерживать значительные вибрационные и ударные нагрузки в большом диапазоне рабочих температур.
Припои этого класса широко применяются при изготовлении и монтаже холодильного оборудования, особенно при пайке соединений,
испытывающих значительные вибрационные нагрузки (например, припайке трубопроводов к компрессору).
Более низкая температура растекания по сравнению с медно-фосфорными припоями делает их предпочтительными для
пайки арматуры (ТРВ, смотровых стекол, вентилей).
Кроме того, снижается вероятность образования окалины. Используются с флюсом "Superflux" или аналогичным флюсом.
В изделиях пищевой промышленности разрешается применять только безкадмиевые припои.
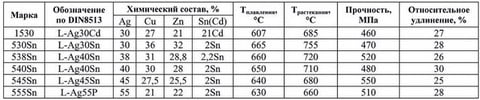
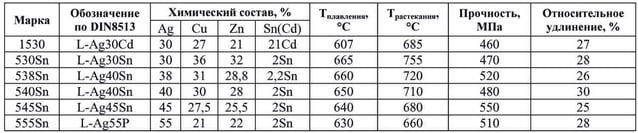
Таблица 3. Основные характеристики серебряных припоев
Припой 1530. Четырехкомпонентный припой с содержанием серебра 30 %.
Экономичен. Имеет среднее растекание. Хорошо заполняет большие зазоры без перегрева соединения.
Припой применяется во всех изделиях за исключением изделий пищевой промышленности из-за содержащегося в нем кадмия.
Внимание! Пайку производить в хорошо проветриваемом помещении с соблюдением всех мер предосторожности.
Припой 530Sn. Четырехкомпонентный припой с содержанием серебра 30 %.
Имеет более высокую температуру плавления, чем припой 1530 и обладает при этом средним растеканием. Хорошо формирует паяный шов в любом пространственном положении.
Припой 538Sn. Четырехкомпонентный припой с содержанием серебра 38 %.
Обладает быстрым растеканием, что позволяет получать вакуумноплотные швы при значительных монтажных зазорах.
Припой 540Sn. Четырехкомпонентный припой с содержанием серебра 40 %.
Имеет большой интервал плавления и обладает хорошим растеканием.
Рекомендуется для пайки меди, стали в любых сочетаниях для соединений, испытывающих значительные вибрационные и ударные нагрузки.
Припой 545Sn. Четырехкомпонентный припой с содержанием серебра 45 %.
Обладает очень быстрым растеканием и имеет низкую температуру плавления, поэтому рекомендуется
для пайки элементов автоматики, боящихся перегрева (ТРВ, соленоиды, вентили).
Припой 555Sn. Четырехкомпонентный припой с содержанием серебра 55 %.
Ему свойственна самая высокая текучесть.
Паяные швы обладают максимальной прочностью, коррозионной стойкостью, а также высокой пластичностью и способны
выдерживать значительные вибрационные нагрузки в большом диапазоне температур. Рекомендуется для пайки арматуры, содержащей нетермостойкие элементы.
Для пайки применяются нагреватели (горелки), работающие на смеси газов: пропан–бутан–воздух, пропан–бутан–кислород, ацетилен–воздух, ацетилен–кислород (рис.2).

Рис. 2. Нагреватели для пайки труб: а — пропан–воздух; б — пропан–кислород; в — электрический
Используются также резистивные электрические нагреватели.
Правильный подбор нагревателя и правильная установка пламени позволяют избежать перегрева материала.
Пламя горелки должно быть гладким, с четким голубым свечением ядра.
В первой фазе нагрева расстояние между наконечником горелки и нагреваемой поверхностью должно быть равно длине конуса пламени.
Горелку держат в таком положении до достижения температуры трубы около 650 °С (красный цвет).
Затем увеличивают расстояние от наконечника горелки до места пайки примерно в два раза.
Для уменьшения потерь тепла, особенно при использовании пропановой горелки, применяют отражатели (рис. 3, б).

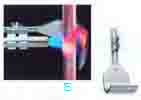
Рис. 3. Разогрев трубы перед пайкой: а — пропан-кислородная горелка; б — пропановая горелка
При пайке необходимо создать внутри трубы среду нейтрального газа, что исключит образование окалины внутри трубы.
При работе холодильной машины окись меди, флюс, остатки припоя могут забить капиллярные трубки и четырехходовой клапан.
Чаще всего в качестве инертного газа используют сухой азот.
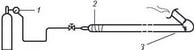
Рис. 4. Пайка медных труб в среде инертного газа: 1 — редуктор с регулятором расхода газа; 2 — уплотнение резиновым шлангом; 3 — место пайки
При помощи резинового шланга соединяют фреоновую магистраль и баллон с азотом.
Между трубопроводом и азотным баллоном устанавливают ротаметр или регулятор расхода газа (табл. 4).
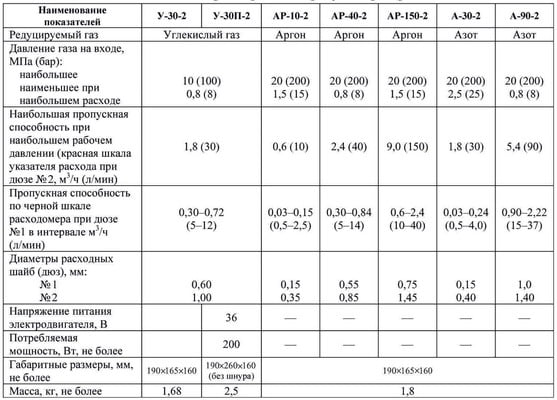
Таблица 4 Технические характеристики регуляторов расхода газа
Редуктор азотного баллона устанавливают на минимально возможное давление азота (не более 0,2 бара).
Ротаметром устанавливают скорость газа в трубе до 5 м/мин (расход 0,05 м3/ч).
По окончании пайки необходимо пропускать азот по трубе до ее охлаждения (до температуры 35–45 °С).
Если при пайке используется флюс, припой нагревают и наносят флюс на разогретый конец прутка припоя путем погружения его во флюс.
Медно-фосфорным припоем пайка производится без флюса.
При пайке близко расположенных соединений необходимо соблюдать определенную последовательность пайки, чтобы не расплавить предыдущий шов.
На рис. 5 показана последовательность пайки тройника в зависимости от его положения в пространстве.
При пайке элементов различной толщины прогрев начинают с более толстой детали. Стык трубопровода прогревают, вводят в зону пайки пруток припоя и производят пайку.
После охлаждения паяного трубопровода до температуры окружающей среды закрывают подачу азота в трубопровод и протирают зону шва влажной ветошью.
При необходимости прочищают металлической щеткой. Поверхность паяного шва должна быть гладкой, без наплывов припоя и усадочных раковин.
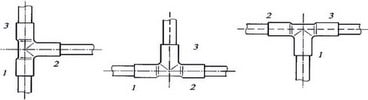
Рис. 5. Последовательность пайки тройника
Пайка электрическим резистивным нагревателем (рис. 2, в) осуществляется путем пропускания электрического тока через место спая.
Место спая зажимается угольными электродами и при прохождении электрического тока на структуре уголь–медь–уголь
падает большое напряжение, благодаря чему медь разогревается.
Преимуществом этого метода является возможность плавного увеличения тока, а, следовательно, и температуры.
Однако увеличивать ток нужно очень медленно, иначе можно прожечь трубу.
|